









エッチング多孔板
エッチング多孔板は、ステンレス等の薄板をエッチング液(塩化第二鉄)で腐食させ穴を成形する加工方法です。

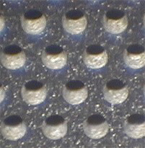
エッジング加工品

φ0.15×t0.1

φ0.32(表φ0.42)

エッチング加工は、原版費用も安く、1枚から量産まで製造費用も比較的安価で、短納期で生産出来るのが特徴です。 エッチング加工では液体腐食法を使う為に、性質上穴径に加工限界があります。
基本的な加工条件は、穴径≧板厚となります。
基本的な加工条件は、穴径≧板厚となります。
特 長
●多孔板は、パンチングと同じように、穴径・ピッチ・板厚の組み合わせで、様々な対応が可能です。そのため通常はご要望からの受注生産(OEM)となります。
●自社オリジナル製品を3種類の標準品として取り揃えており、海外製を含む汎用品のご提案も可能です。
●加工穴径が小さくなると、穴径≧板厚×1.5以上の条件でないと、加工精度が悪くなり、穴径にバラツキが生じる場合があります。
●ただし対象面積が小さく開口率が低い場合は、高精度加工も可能な場合があります。
●"拡散接合"により、板厚を穴径より厚くすることも可能です。
●自社オリジナル製品を3種類の標準品として取り揃えており、海外製を含む汎用品のご提案も可能です。
●加工穴径が小さくなると、穴径≧板厚×1.5以上の条件でないと、加工精度が悪くなり、穴径にバラツキが生じる場合があります。
●ただし対象面積が小さく開口率が低い場合は、高精度加工も可能な場合があります。
●"拡散接合"により、板厚を穴径より厚くすることも可能です。
OEM生産
エッチング加工は、穴径・ピッチ・板厚の組み合わせで、ご要望に合わせた多種多様な仕様が可能な受注生産品(OEM)が基本のフィルターです。
加工サイズ
最大サイズ:600×1000㎜程度
通常定尺加工サイズ:300×500㎜ 400×500㎜
・材料の流通が無い場合は製作出来ない場合があります。
・長尺の多孔板は、フィルム原版の伸びにより誤差が生じ、公差が大きくなります。
(微細穴では向かない場合がございます)
※機械の性質により、実加工サイズは端面から5~10㎜中になります。
※材質・板厚によっては、サイズが限定される場合があります。
通常定尺加工サイズ:300×500㎜ 400×500㎜
・材料の流通が無い場合は製作出来ない場合があります。
・長尺の多孔板は、フィルム原版の伸びにより誤差が生じ、公差が大きくなります。
(微細穴では向かない場合がございます)
※機械の性質により、実加工サイズは端面から5~10㎜中になります。
※材質・板厚によっては、サイズが限定される場合があります。
材質・納期について
SUS304・SUS430・SUS316L他
通常2週間になります。 拡散接合の場合は、1~2週間加算ください
通常2週間になります。 拡散接合の場合は、1~2週間加算ください
穴加工について
SUS304・SUS430・SUS316L他
通常2週間になります。 拡散接合の場合は、1~2週間加算ください
通常2週間になります。 拡散接合の場合は、1~2週間加算ください

六角形穴
傾斜穴
種 類
●穴形状:○ □ 六角形 + - など
●穴仕様:ストレート穴、テーパ穴、傾斜穴 開孔率を変えてのグラデーションなど
●穴形状:○ □ 六角形 + - など
●穴仕様:ストレート穴、テーパ穴、傾斜穴 開孔率を変えてのグラデーションなど
条 件
●多孔板での最小穴径:φ0.06~0.08mm
(φ0.08未満になりますと穴径にバラツキが生じます)
●穴径≧板厚
(ただしφ0.2mm以下になると穴径≧板厚×1.5~2)
●穴ピッチ-穴径(穴間寸法)≧板厚×0.5~1以上
(薄板での最小は0.03mm以上)
●多孔板での最小穴径:φ0.06~0.08mm
(φ0.08未満になりますと穴径にバラツキが生じます)
●穴径≧板厚
(ただしφ0.2mm以下になると穴径≧板厚×1.5~2)
●穴ピッチ-穴径(穴間寸法)≧板厚×0.5~1以上
(薄板での最小は0.03mm以上)
穴 径 精 度
●板厚:0.1mm以下 ±0.02mm
●板厚:0.2mm以上 ±板厚×10%~
穴精度を重視の製作も可能。 ただし加工条件と大きさが限定され、高額になります
●板厚:0.1mm以下 ±0.02mm
●板厚:0.2mm以上 ±板厚×10%~
穴精度を重視の製作も可能。 ただし加工条件と大きさが限定され、高額になります
製品形状

・シート加工
・自由形状(加工範囲内で可能です)
・パーツ単位での納品も可能です。
・自由形状(加工範囲内で可能です)
・パーツ単位での納品も可能です。
その他(製品・試作品)
精密プレス品の試作時でのご対応や、プレスでも不可能な複雑な形状の商品の作成も可能です。
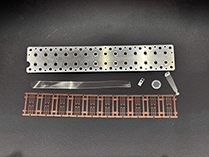
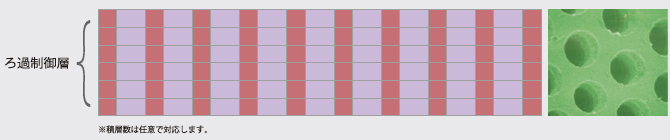
拡散接合(ホットプレス)
多孔板を数十枚重ね熱溶着させ、製品に厚みを持たせることが可能です。
多孔板(エッチング)+補強板(パンチング)や、スリット形状+平板などを組み合わせて、立体形状に溶着させることも可能です。
多孔板(エッチング)+補強板(パンチング)や、スリット形状+平板などを組み合わせて、立体形状に溶着させることも可能です。
エッチング加工費に、チャージ料+治具製作費が別途必要です。
通常の熱釜溶着の場合は、複数種類の混載加工も可能ですが、大判サイズや曲げ加工が入るパーツなどは、より強力なホットプレスを使いますので、1製品に対して熱釜の単独チャージになり高額となります。
熱窯チャージ料は、製品の大きさや形状などにより変わります。
同時に複数個製作する場合は、一個当たりは割安になりますが、試作など1個の試作の場合は、1個にチャージ料が発生するため高額となります。
穴径精度は、重ねた際の接合治具の遊び分だけ、光学透過測定で悪くなります。
通常の熱釜溶着の場合は、複数種類の混載加工も可能ですが、大判サイズや曲げ加工が入るパーツなどは、より強力なホットプレスを使いますので、1製品に対して熱釜の単独チャージになり高額となります。
熱窯チャージ料は、製品の大きさや形状などにより変わります。
同時に複数個製作する場合は、一個当たりは割安になりますが、試作など1個の試作の場合は、1個にチャージ料が発生するため高額となります。
穴径精度は、重ねた際の接合治具の遊び分だけ、光学透過測定で悪くなります。
原版について
お客様ごとに、製造・販売・原版管理を行っております。
フィルム原版を使用するため、初期原版費用発生いたします。
ストレート穴以外で、表裏で精度を要求する異口径や、穴位置が複雑に異なる場合などは、別の原版費用も必要となります。また下記の場合は、原版費用が上がります。
・複雑な設計を要するような形状や、複数種のパーツを1原版で割り当てた場合等
・大判などの規格外の大判サイズ
≪版下保持期間≫
・フィルム原版の場合:最終ご注文より3年
但し3年以内にリピートが発生した場合は、無償で定期的に再製作いたします。
・ガラス原版:基本的に劣化しませんので半永久保存対象
精度を要求する場合や、大量生産を行う場合に用いたりします。
原版費は基本設計費を含みますが、複雑な設計を要する場合は、追加費用が発生する場合がございます。
CAD図でご提出いただくと、製作納期が早くなります。
フィルム原版を使用するため、初期原版費用発生いたします。
ストレート穴以外で、表裏で精度を要求する異口径や、穴位置が複雑に異なる場合などは、別の原版費用も必要となります。また下記の場合は、原版費用が上がります。
・複雑な設計を要するような形状や、複数種のパーツを1原版で割り当てた場合等
・大判などの規格外の大判サイズ
≪版下保持期間≫
・フィルム原版の場合:最終ご注文より3年
但し3年以内にリピートが発生した場合は、無償で定期的に再製作いたします。
・ガラス原版:基本的に劣化しませんので半永久保存対象
精度を要求する場合や、大量生産を行う場合に用いたりします。
原版費は基本設計費を含みますが、複雑な設計を要する場合は、追加費用が発生する場合がございます。
CAD図でご提出いただくと、製作納期が早くなります。
メッキ・表面処理
・金、ニッケルなどのメッキ処理 → 耐蝕対策
・カラー酸化被膜 → 意匠的な製品等
・艶消し等のクロゾメ処理 → 光学部品向け
・フッ素樹脂加工 → 撥水撥油性・簡易清掃・食品向け等
・電解研磨・ラップ研磨 → 食品・化学プラント向け・バリ取り等
その他さまざまな加工方法の精密多孔板も、ご対応いたしますので、何なりとご相談下さい。
・エッチング ・エレクトロフォーミング(電鋳) ・電子ビーム(EBP)
・レーザー ・ドリル加工 ・放電加工 等
・カラー酸化被膜 → 意匠的な製品等
・艶消し等のクロゾメ処理 → 光学部品向け
・フッ素樹脂加工 → 撥水撥油性・簡易清掃・食品向け等
・電解研磨・ラップ研磨 → 食品・化学プラント向け・バリ取り等
その他さまざまな加工方法の精密多孔板も、ご対応いたしますので、何なりとご相談下さい。
・エッチング ・エレクトロフォーミング(電鋳) ・電子ビーム(EBP)
・レーザー ・ドリル加工 ・放電加工 等